-
이메일
liuzhao_52@sina.com
-
전화
13944198300
-
주소
길림성 장춘시 해방대로 36호 국제상무센터 B좌3구 805실
제품 카테고리
장춘가예기전설비유한공사


개요
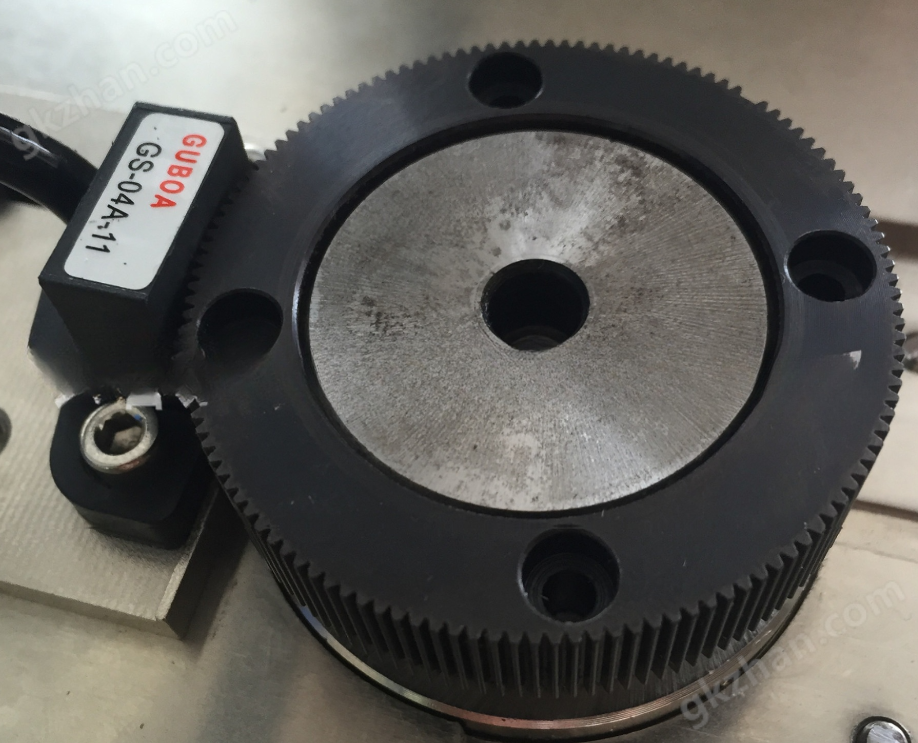
스핀들 인코더(자기 감지 인코더)는 자석을 기반으로 감지 자기 컴포넌트를 통합하여 기어의 이빨 수를 감지할 수 있도록 자기 감지 비접촉 감지 헤드로 설계하고 회로 수정 또는 분할 신호로 1Vpp 또는 TTL.
제품 정보
1. 인코더의 선반에서의 응용
20세기 중엽에 수치제어기술이 출현한 이래 수치제어선반은 기계제조업에 혁명적인 변화를 가져다주었다.수치제어가공기는 다음과 같은 특징이 있다. 가공유연성이 좋고 가공정밀도가 높으며 생산률이 높으며 조작자의 로동강도를 경감하고 로동조건을 개선하면 생산관리의 현대화 및 경제효익의 제고에 유리하다.디지털 제어 선반은 고도의 전기 기계 일체화 제품인 디지털 제어 선반의 고속화, 고정밀화, 복합화, 지능화, 개방화, 네트워크화, 다축화, 녹색화 등 발전 추세이다.

2. 디지털 제어 선반의 발전 추세
1. 고속화: 자동차, 국방, 항공, 우주 등 공업의 고속 발전 및 알루미늄 합금 등 신소재의 응용에 따라 디지털 제어 선반 가공에 대한 고속화 요구가 갈수록 높아지고 있다.
(1) 스핀들 회전 속도: 선반은 전기 스핀들 (내장식 스핀들 모터) 을 사용하며, 스핀들 회전 속도는 200000r/min에 달한다;
(2) 진급률: 해상도가 0.01μm일 때 대진급률이 240m/min에 달하고 복잡한 형면의 정밀가공을 얻을 수 있다.
2. 고정밀도화: 수치제어선반의 정밀도에 대한 요구는 현재 이미 정태적인 기하정밀도에 국한되지 않고 선반의 운동정밀도, 열변형 및 진동에 대한 감측과 보상이 갈수록 중시되고있다.
(1) CNC 시스템 제어 정밀도 향상: 고속 보간 기술을 사용하여 마이크로 프로그램 세그먼트로 연속 공급을 실현하고 CNC 제어 단위를 정밀화하며 고해상도 위치 검측 장치를 사용하여 위치 검측 정밀도를 높인다 (일본은 106 펄스/회전의 내장 위치 검측기를 장착한 교류 서보 모터를 개발했으며 위치 검측 정밀도는 0.01 μm/펄스에 달할 수 있다), 위치 서보 시스템은 선행 및 비선형 제어 방법을 사용한다.
(2) 오차 보상 기술: 역방향 간극 보상, 실크 너트 오차 보상과 칼 오차 보상 등 기술을 사용하여 설비의 열변형 오차와 공간 오차를 종합적으로 보상한다.
3. 기능 복합화 복합 선반의 의미는 한 대의 선반에서 벽돌에서 완제품까지의 다양한 요소 가공을 실현하거나 가능한 한 완성하는 것을 말한다.구조 특성에 따라 공정 복합형과 공정 복합형 두 종류로 나눌 수 있다.공정 복합형 선반, 예를 들면 보링 드릴링 복합-가공 센터, 차량 밀링 복합-선반가공 센터, 보링 드릴링 차 복합-복합 가공 센터 등;다면 다축 연동 가공의 복합 선반과 이중 주축 선반가공 센터 등 공정 복합형 선반.
3. 기술 매개 변수
1. 지연: 00(%F.S.)
2. 해상도: 1000000P/R
3. 최대 주파수: 500KHZ
최대 회전 속도: 100000PRM
5. 출력 신호: 아날로그형
6, 최고 회전 속도: 100000PRM
4. 제품 응용
1. 선반의 위치 검측 및 피드백;
2. 모터 및 주축의 속도, 위치 측정;
3. 기타 특수기계대 응용;
5. 측정원리
마그네틱 인코더는 자석을 기반으로 인덕션 소자를 통합해 기어의 톱니 수를 감지할 수 있도록 마그네틱 비접촉 인코더로 설계하고, 회로 수정 또는 분할 신호로 1Vpp 또는 TTL(RS422 Line Driver)로 처리한다.







